

There is a fundamental principle in warehouse automation. And yet, it seems to be poorly understood by many professionals, including logistics engineers, whose job it is to design automated warehouses. The principle is that you should generally aim to automate slow-moving products, not fast-moving products. This is true for most concepts, although there are exceptions. The most obvious case where this principle applies is in goods-to-person (GtP) picking systems. In this article, I will discuss the rationale and logic behind this principle.
The principle of automating slow movers first is easy to remember. In fact, it is just the corollary of a more fundamental principle that automation efforts should follow the potential for productivity improvements. This is one of those lessons where I can see the lights come on in my students’ faces when I teach warehouse automation principles at THWS. Let’s discuss this step by step.
Understand What You Want: Goal Definition
One of the funny aspects of automation projects, or improvement initiatives in general, is that people rarely define what the problem is that they are trying to solve. I think this is due to a mixture of a real lack of reflection and willful ignorance. Lack of reflection – because many people are running around like headless chickens. Willful ignorance – because a clear definition of the problem would make 99% of “innovation programs” unnecessary. Then people would have to actually work instead of trying out new gadgets (warehouse drones, anyone?) or doing PowerPoint slides.
In the vast majority of cases, what we want to do in a warehouse is improve productivity. When I talk about productivity, what is usually most important in the context of warehousing is labor productivity. Labor productivity measures output per labor hour of input. The output of a warehouse can often be expressed as the number of parts we move through the warehouse. There are other possible goals, such as shortening order cycle time, reducing picking errors, improving ergonomics… but improving productivity is the queen of improvement goals. So let us assume that this is our goal as well.
“They that be whole need not a physician, but they that are sick”
One of the earliest references to the truism that we should automate slow-movers first can be found in the bible. Matthew 9:12: “But when Jesus heard that, he said unto them, They that be whole need not a physician, but they that are sick.”
In this verse, Jesus is using the metaphor of a physician to describe his role as a savior. He is saying that those who are spiritually healthy, or righteous, do not need him, but those who are spiritually sick, or sinners, do. Jesus came to offer salvation and healing to those who recognize their need for it, not to those who are (or consider themselves to be) already righteous.
The concept from this verse can be applied to the context of warehouse automation. Just as Jesus was referring to spiritual health and the need for a physician, you could rephrase the verse to relate to productivity and the need for automation in a warehouse: “They that are productive do not need automation, but they that are slow. We automate not to improve the productive, but the slow.”
Let me explain before you think I lost my mind.
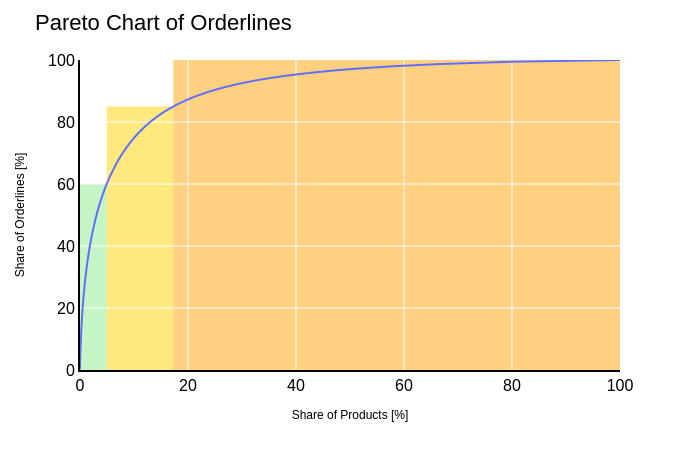
If you conduct an ABC analysis on orderlines and plot the cumulative contribution, the result will most likely look like the classic Pareto curve. A small number of SKUs contributes the vast majority of orderlines. More often than not, some dozen SKUs contribute a double-digit percentage of orderlines, even when there are thousands of SKUs in stock.
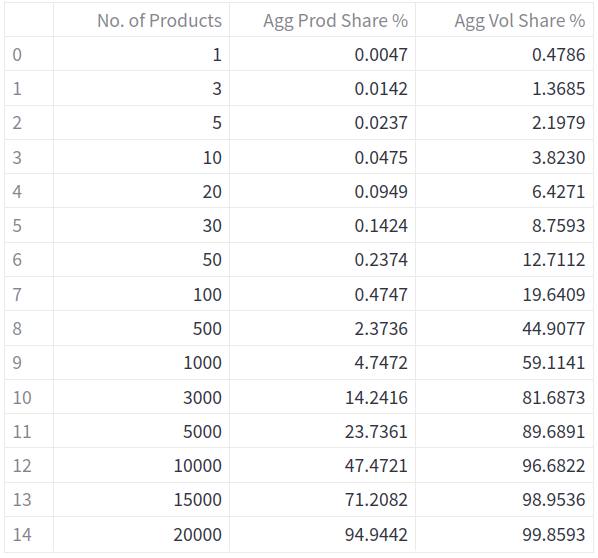
The table shows that with only 100 products (representing 0,4747% of the more than 21.000 SKUs in the system), almost 20% of all orderlines can be covered. This is a very small number of products for a high percentage of orderlines. Not only is the percentage of products low, but the absolute number is also low. In most industries, you can easily fit 100 different products in a relatively small area. And that’s important, because when the picking area is small, walking distances are short and pickers are productive. It is not uncommon for manual pickers to reach 300 picks in a manual area only for fast-moving products. And not only is the picking process highly efficient, but so is the replenishment process: because the fast-moving items turn so quickly, we just leave them on the pallets they arrive on, saving us the trouble of repacking them into racks or plastic bins… So the replenishment process is as simple as replacing an empty pallet with a full one.
Perhaps now you understand the reference to the Bible verse. It makes no sense to spend money on automation to improve the productivity of a process that is already very productive. If you consider that goods-to-person picking would require you to repack items from pallets into plastic totes – instead of leaving them on the pallets – you might even see a drop in overall productivity if you decide to automate your fast-moving items. Return on investment? Never.
I once had an automation project on the table where the local sales manager wanted to sell his customer, a supermarket chain, a shuttle system with goods-to-person palletizing stations to automate fruit and vegetables picking. Fruits and vegetables are a very special type of product, and automating them is usually quite expensive. In addition, manual picking of fruits and vegetables for supermarket delivery is usually a highly productive activity, with workers picking and palletizing up to 250 boxes per hour. The system the sales manager proposed involved manual depalletization of the plastic crates in which the fruits and vegetables arrived at the warehouse, buffering them in a shuttle system, and ergonomically palletizing them at goods-to-person stations. A quick back of the envelope calculation of productivity of the manual and automated processes happened to yield exactly the same productivity values. The difference was €12 million in CAPEX investment. Since the number of different types of fruits and vegetables is quite small and the picking rate (therefore) quite high, supporting the picking process of fruits and vegetables with automation often does not make economic sense. Ergonomics is, of course, another discussion.
Saving A Ton of Money
Sometimes, the dimensions of an automated storage and retrieval system are driven by static requirements (read: storage locations), sometimes by dynamic requirements (read: orderlines per unit of time). So, sometimes you need to build more aisles of an AS/RS because you need more storage locations and sometimes you need to build more aisles because you need more stacker cranes (or shuttles or whatever) to store and retrieve sufficient amounts of bins per unit of time. It is the latter case that interests us here.
Think back to the results of the ABC analysis. The common Pareto curve tells us that with only 20% of the SKUs we can cover 80% of the orderlines in the system. Moreover, we have established that taking some of the fastest-moving products off the automated systems and storing them in a designated fast-mover area usually does not take up a lot of space. But it saves the automated system from dealing with 80% of the orderlines! Which means you can build the automated system A LOT smaller, perhaps even switch to a cheaper technology, and all of this while maintaining or even increasing (!) your productivity. So, not only may you save literally millions of Euros on your automated system, but it benefits your OPEX, too. You can have your cake and eat it, too.
And it doesn’t have to be 20% of the products that you take off the automated system; in the above example, we looked at the top 0.4747% of SKUs – the top 100 products. It is a very small number of SKU. Taking care of those 100 products manually will reduce the dynamic load on the automated system by 20%! Especially for systems with a very high number of SKUs, taking 20% of SKUs to a manual area may not be feasible. But some hundred or a few thousand SKUs can always be handled manually.The long tail of the Pareto curve, the thousands of SKUs that are slow-moving but in sum take up a lot of space and hence in a manual system lead to long walking distances and low worker productivity, those we leave in the automated system. Because for the stacker crane and for the worker at the goods-to-person picking station it does not make a difference whether a slow-mover or a fast-mover is picked.
Objections and Exceptions
In conversations with logistics experts, if you mention that you automate the slow-moving items first, there will be objections.
In a conversation I had with a 3PL who specializes in fast food logistics, the project manager looked at me and said, “So, what you are saying is that I should spend most of the money on the least important products?” Well, I could have said “yes,” but that’s not the right answer because the premise on which the question is based is wrong. The slow-moving products are not “the least important products”, they are in fact the most important products, provided you are clear about what you want from the automated system. If you want to improve productivity, your slow-moving products are the most important products to tackle because they are the ones that slow down employee productivity. Remember Matthew 9:12.
In another conversation I had with a young team manager in another 3PL warehouse, she responded to my comment that their automated system is being operated incorrectly (they have automated all fast-moving items and were wasting their time picking slow-moving items in a manual area) by saying, “Well, that’s what you academics teach at the university, but in reality it’s done differently.” There is no good response to that. After I explained to her all the reasons I described above, she finally understood what they were doing wrong in their expensive but unproductive warehouse.
It is not that these two people I mentioned, the project manager and the young team leader, are uniquely ignorant or unqualified. It’s a common misconception that because fast-movers are the products we pick every day they should be the first to be automated. From a productivity improvement standpoint, that’s usually wrong. Perhaps you should improve their picking process, for example, by concentrating fast-movers in a designated fast-mover area, or by providing better picking aids, allowing two-hand picking where necessary. But automating them is unlikely to increase productivity and it most certainly is a bad investment.
Now, there is a legitimate objection to separating fast-mover picking in a manual area from slow-mover picking in an automated GtP system. In order structures with multiple order lines per order, you introduce the need for consolidation, which is an additional process that must be added to your cumbersome, old-fashioned warehouse management system. It’s not a big deal, but it needs to be done. And, of course, it’s an additional process in the warehouse, so it requires labor. In all likelihood, it will still be worth it. And in cases where orders average only one or two orderlines, the argument does not hold anyway.
Besides objections, however, there are exceptions. One of those exceptions is cube storage systems like AutoStore. If you strip an AutoStore of its fast-moving products, the ABC curve of the orderlines picked in the AutoStore flattens out and the bots become inefficient, constantly having to dig out bins. In a more standard ABC distribution with a properly designed AutoStore cube, the average digging depth is low enough to maintain high performance as the fast-movers float to the top. When there are no fast-movers, the relative differences in the frequency of access to different products become smaller and the digging effort becomes greater. I have addressed this topic in another article on combining goods-to-person picking with zone picking.
Dutch company Intellistore addresses this weakness of cube storage systems by providing direct access to all storage locations. A “pusher robot” pushes an entire stack of bins from the bottom up, allowing a “picker robot” to fetch the exact bin it needs without rummaging the cube. Attabotics, based in Canada, solve this by designing chimneys into the storage cube so that robots can crawl inside and have direct access to each bin location. Both companies will have to prove themselves in the market and they will have to cope with more technological complexity than AutoStore with its relatively simple yet often good enough concept. But the two more novel concepts are undoubtedly attractive.
Zone picking systems are another exception to the rule. Zone picking systems are not suitable for dealing with the long tail because each SKU has (at least) one permanent physical pick face, which means it takes up space, increasing either the size of the stations or the number of stations. The proper design of zone picking systems can be quite complicated (even though they look extremely simple), but well designed and under the right circumstances, they offer the best return on investment of any automated system.
One More Nail in the MFC Coffin
Incidentally, the arguments laid out above are some of the many reasons why the failed Micro Fulfillment Centers (MFC) concept for online groceries predictably did not take off (pun intended) despite clueless “journalists” and “market analysts” babbling about a “a cumulative opportunity worth ~$36B in next 10 years” (LogisticsIQ, 2020)1 or even “$88.3 billion by 2031” (Allied Market Research, 2021). The MFC concept, as marketed by companies like Takeoff and Dematic, is based on the assumption that you automate fast-movers, not slow-movers. The very limited number of storage locations in an MFC does not allow you to store all the slow-movers available in the store, but it also does not make sense for fast-movers, because otherwise we’d be constantly replenishing them in far too small quantities (which is exactly the case with some of the few MFCs in operation). Granted, they exclude the A+ items, but they still keep the A items in the MFC. With about 8.000 storage locations for an SKU assortment of often more than 50.000 SKUs in a U.S. grocery store, there is not a lot of storage space available for each SKU stored in the MFC. In addition, it is likely that most orders will require consolidation with items that are picked manually in the store.
Summary
In this article, I explained why it makes sense to automate the slow-movers first when planning automated warehouses to increase productivity. I explained that fast-moving items can be efficiently picked and (importantly) replenished manually because of the small number of products. Slow-moving items, on the other hand, are numerous. To pick them manually, you have to walk long distances for each pick, which negatively impacts productivity. If you remove the fast-moving items from the automated system, you can make the system much smaller, saving millions of euros in AS/RS investment. If the goal is to improve productivity, you should calculate expected productivity gains when making automation decisions. Often enough, they do not justify the investment.
References
The Logistics IQ (2020). Micro Fulfillment Market: Size, Trends & Forecasts 2022-2030. Retrieved from https://www.thelogisticsiq.com/research/micro-fulfillment-market/
Allied Market Research (2021). Micro Fulfillment Market by Component: Global Opportunity Analysis and Industry Forecast, 2021-2031. Retrieved from https://www.alliedmarketresearch.com/micro-fulfillment-market-A17069
Footnotes
1 See how these “market analysts” were fully buying into the marketing nonsense of MFC vendors: “That’s why, Micro Fulfillment Center (MFC) is a perfect solution for urban warehouses with an approximated size between 5000 SF and 25000 SF that can meet the requirement of same day delivery through in-store picking or multiple last-mile delivery options. It can even be deployed at backside of the retail store, malls or basements. A typical MFC system is having 1-2 aisles Dry + 1-2 aisles Chilled, 5,000-8,000 totes 10-high storage to 24’ x 2-deep, 2 decanting stations and 2-4 pick stations with each station picking at 700-800 UPH.” That’s a quote from the LogisticsIQ website, though it was copied almost 1:1 from Dematic’s marketing material. Don’t waste your time and money on market analyst reports in the field of intralogistics.


